 鋼絲螺套專用絲錐
鋼絲螺套專用絲錐 
鋼絲螺套專用絲錐
鋼絲螺套專用絲錐用于加工鋼絲螺套安裝孔的專用內螺紋,結構尺寸依照國家標準《細柄機用和手用絲錐》GB3464 - 83 等標準要求制造,材料為 W6Mo5Cr4V2,可機用也可手用。

直槽絲錐
通用性很強,通孔或盲孔、有色金屬或黑色金屬都可使用,手攻、機攻都行,價格也相對便宜。但是針對性差,短錐用于盲孔,長錐用于通孔。

螺旋槽絲錐
比較適合在專用攻絲機或加工中心等設備上加工盲孔螺紋,加工時切屑向后排出,切削效率高,內螺紋表面質量好。

擠壓絲錐
適合加工韌性較高的有色金屬,尤其是銅、鋁合金鑄件,不銹鋼件,采用擠壓成形工藝加工出的內螺紋孔,抗拉、抗剪強度高,加工表面的粗糙度也較好。

手動安裝扳手
其基本原理是使鋼絲螺套通過一段引導螺紋,迫使外徑收縮,以便順利裝入底孔。

手動安裝扳手
其基本原理是使鋼絲螺套通過一段引導螺紋,迫使外徑收縮,以便順利裝入底孔。

自動安裝扳手
自動安裝扳手有氣動、電動兩種,具有高效、快速、安裝定位準確的特點,用于批量鋼絲螺套的安裝或在裝配生產線上使用。

沖斷器
利用瞬間沖力折斷鋼絲螺套安裝柄

手動沖斷器 / 自動沖斷器
利用瞬間沖力折斷鋼絲螺套安裝柄

卸套器
用于取出安裝在底孔內螺紋中的鋼絲螺套

鋼絲螺套專用內螺紋塞規
用于檢驗鋼絲螺套安裝底孔的內螺紋
鋼絲螺套裝配步驟 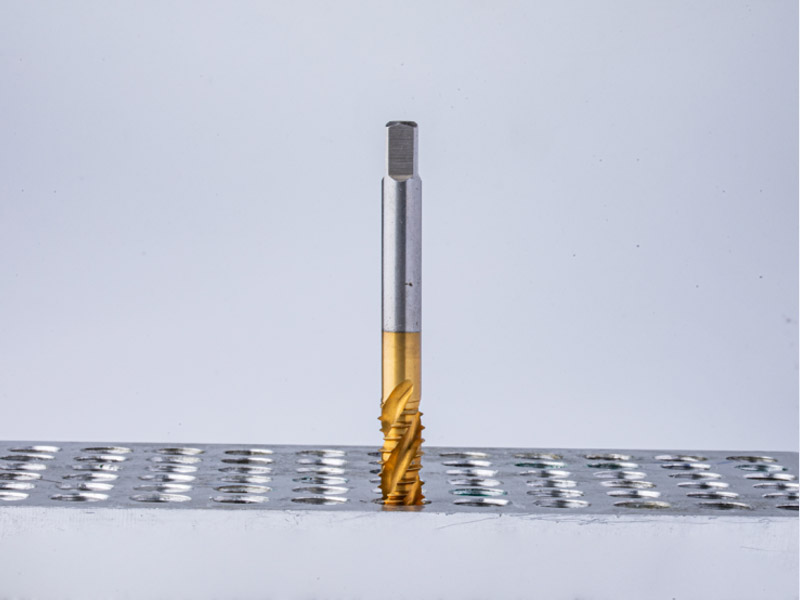
鉆孔
用下表(常用規格)中所列 do 的標準鉆頭直徑鉆孔,也可參照公式 do = d(公稱直徑)+(0.2–0.3)P(螺距)近似計算。鉆孔深度應大于或等于 1.2D。注意避免鉆成錐孔,選用鋒利且無磨損的鉆頭,切削不暢可能導致損傷。鉆孔后可進行輕微倒角去除毛刺,倒角深度不得超過 0.4P,過大的倒角將影響螺套旋入與裝配質量。
攻絲
使用標有對應鋼絲螺套規格的專用絲錐攻絲,攻絲深度應大于螺套長度,對于通孔應貫通攻絲。攻絲精度決定標準內螺紋的公差等級,用戶應選擇適當的攻絲方法與潤滑劑,盲孔攻絲時應適當用力以避免絲錐折斷。攻絲后應徹底清理螺孔,可用壓縮空氣噴槍吹凈,盲孔可用帶徑向孔的長噴槍伸入孔底清理切屑。推薦使用專用鋼絲螺套底孔內螺紋塞規檢查螺紋精度等級。

安裝螺套
一般情況下可用手動安裝扳手進行安裝。將鋼絲螺套放入安裝扳手中,使螺套安裝柄嵌入導桿,旋轉手柄,使螺套在拉緊狀態下沿螺紋旋入螺孔,確保螺套頂端低于工件表面 0.75–1.5P,預留空螺紋圈。少量安裝或 M14×2 以上粗牙螺套也可采用“T”型開槽工具或簡易螺紋頭工具安裝。注意勿對螺套安裝柄施加過大軸向力,以避免“亂扣”。當在流水線或需批量快速安裝時,可采用氣動或電動半自動安裝扳手,以獲得高效率、穩定可靠的安裝效果。安裝完畢后應采用相應等級的塞規檢查所形成的標準螺紋精度。

去除安裝柄
對于通孔,需將安裝柄折斷,通常將沖斷器對準安裝柄,用約 200 克榔頭垂直猛擊即可將其去除。對于 M18×2.5 以上粗牙螺套和 M14×1.25 以上細牙螺套,也可用尖嘴鉗上下彎曲安裝柄使其從預切口處折斷。
相關推薦

無尾鋼絲螺套
無尾鋼絲螺套

有尾鋼絲螺套
有尾鋼絲螺套

自攻螺套
自攻螺套

配套工具及安裝方法
配套工具及安裝方法

插銷螺套
插銷螺套
返回頂部

掃一掃 關注我們





