產品概述
產品概述 自攻螺套(或稱自攻襯套)是一種帶有內外螺紋以及切削孔或切削槽的緊固件。其不必預先攻螺牙,可直接旋入母材形成螺紋面,對于已潰牙的螺紋也能維持原尺寸。自攻螺套用于輕合金(鋁、鎂、鋅及其合金)、鑄鐵、黃銅 / 青銅、熱固性塑膠和層壓板、木頭。主要用于汽車的引擎、傳動部件以及其他部件如后視鏡、散熱片、減震器等;工廠設備的法蘭接頭、建設設備、燃油設備等;家用電器和辦公設備;電容、大電流設備、射頻以及電信系統、牙科設備。在軍事上主要應用于坦克、戰斗機、艦艇等。
自攻螺套優點
自攻螺套具自行攻螺紋能力,母材不必須先攻牙,節省成本支出。
和成品接觸面大,承受拉力強,產品設計時可使用較低強度之材料。
對于已磨耗或潰牙之母螺紋具有修護作用,使用自攻螺套可繼續使用相同的螺絲。
對振動抵抗力強,可防止松動。
與母材無余隙,母材若含氣泡時亦有良好的氣密性。
自攻螺套安裝簡便、迅速,只須一種裝配工具,成本低,幾乎無不良率。
自攻螺套類型

302/302H 型
302 系列產品在所有自攻螺套產品中使用最為廣泛,其兩個開槽不僅起到切削的作用,并且稍微有點向內的鎖緊力。302H 型在 302 型上加了法蘭,可以大大提高拉拔力和扭力。

307/308 型
307 和 308 系列產品用于難切削的材料,它有更大的壁厚、更淺但是更尖銳的外螺紋,該螺套使用 3 個孔作為切削刃。308 為 307 的加強型,兩者的區別僅在于螺套的長度不同。307H/308H 是加了法蘭的產品。

317/318 型
317/318 系列產品特別設計用來增加扭力和抗震能力,其功能是通過插入一根符合 DIN1437 標準的銷軸實現的。
自攻螺套常用材質
碳鋼
適合用于鋁合金、銅合金、塑膠等工程強度較低的基材上;
不銹鋼 303
適合用于鑄鐵等強度較高的產品上。
自攻螺套安裝方法
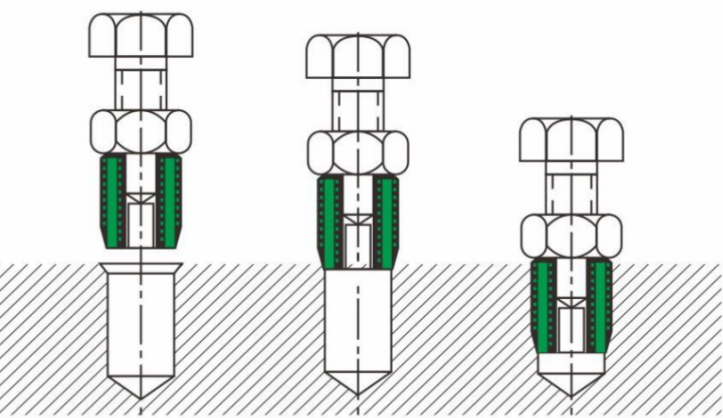
方法一
當安裝數量較少時,可采取簡易安裝方法,具體就是采取對應規格螺栓 + 螺母的方法,如左圖所示,將自攻螺套固定在對應型號的螺絲上,用同型號螺母進行固定,使三者成為一個整體,用扳手把螺套擰入底孔,后把螺絲退出即可。
方法二
當安裝數量較多時,可用專用螺套安裝工具,具體操作方法參照左圖。圖中工具尾端為一六角頭,可連手動攻牙扳手,也可接電動或氣動工具。
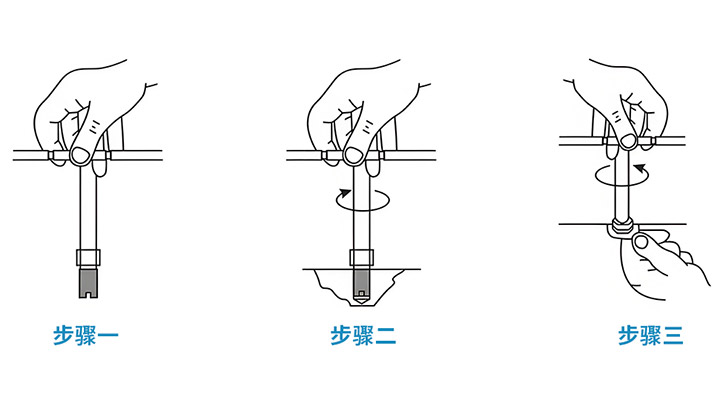
步驟一
鉆孔或者成型孔,孔徑按照推薦并調整試驗后的尺寸。將自攻螺套旋入手動安裝工具,切槽或者切孔朝下,工具的尖端不要超過孔的上方尖點或者切槽上邊。
步驟二
將螺套垂直旋入孔中。在初始旋入 1~2 個牙距的時候要確認是否偏移,有的話即刻退出并重新對齊。注意不要在自攻過程中反轉安裝工具。
步驟三
當自攻螺套到預計深度(螺套上端較工作表面沉下去 0.2mm)后,用六角扳手頂住下方的六角螺母,逆時針方向轉動以退出安裝工具。
安裝注意事項
針對不同的加工材質,參考鉆孔尺寸規格,進行預鉆孔加工。當對應材質硬度較高時,請在鉆孔范圍內稍微加大所開的底孔。
將開槽端或三孔無端朝下,將自攻螺套安全安裝進工具前端,垂直接觸工件。裝入時 (1P–2P) 請確認對準底孔,絕不可傾斜。發現傾斜時,請不要反轉工具并重新調整使用。當進入 1/3–1/2 以后,便不可重新再來。另外,請不要反向旋轉工具,否則會造成產品故障。
插入到規定位置后,用卡板固定工具的六角部,然后反轉扳手使工具分離工件。
自攻螺套規格參數表
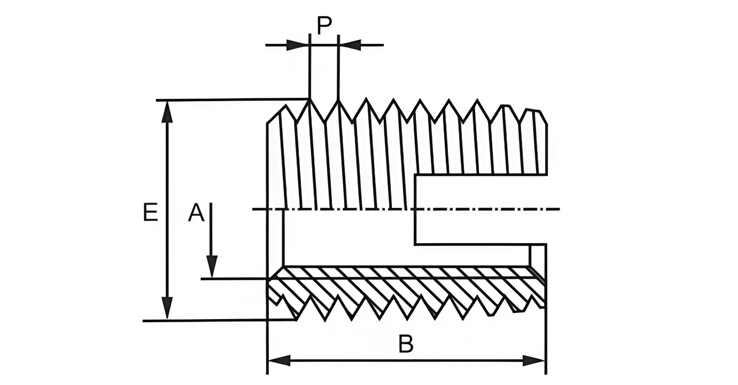
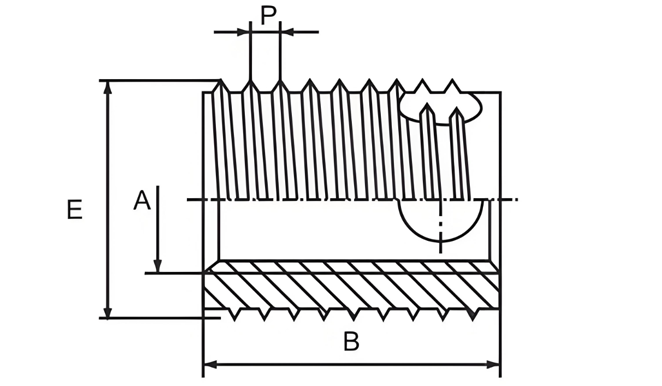
302 型(開槽型)自攻螺套
302 型(開槽型)自攻螺套。螺套頭部開有一個切削槽,其切削槽具有自攻特性,容易裝配,高度抗震放松性能。適用于輕合金、鑄鐵、含纖維塑料、樹脂、硬木等。
307/308 型自攻螺套
308 為 307 的加強型,兩者僅長度不同,本產品具有三個自攻圓槽,容易裝配,高強度螺紋及耐震。

317/318 型自攻螺套規格參數
317/318 型是在 307/308 型基礎上發展而來,通過在螺套和基材孔間插入銷釘來增強防旋轉性能。
推薦應用 自攻螺套用于輕合金(鋁、鎂、鋅及其合金)、鑄鐵、黃銅 / 青銅、熱固性塑膠和層壓板、木頭。主要用于汽車的引擎、傳動部件以及其他部件如后視鏡、散熱片、減震器等;工廠設備的法蘭接頭、建設設備、燃油設備等;家用電器和辦公設備;電容、大電流設備、射頻以及電信系統、牙科設備。在軍事上主要應用于坦克、戰斗機、艦艇等。
相關推薦

無尾鋼絲螺套
無尾鋼絲螺套

有尾鋼絲螺套
有尾鋼絲螺套

自攻螺套
自攻螺套

配套工具及安裝方法
配套工具及安裝方法

插銷螺套
插銷螺套
返回頂部

掃一掃 關注我們