產品概述
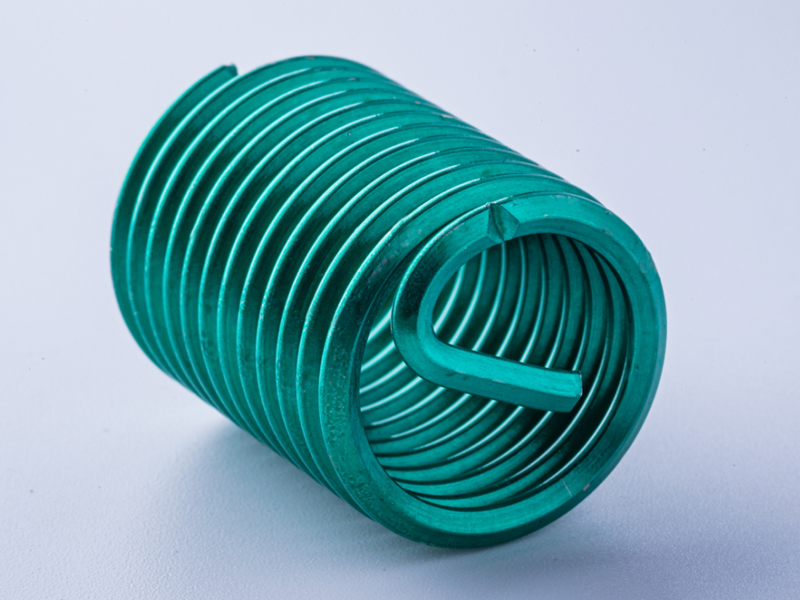
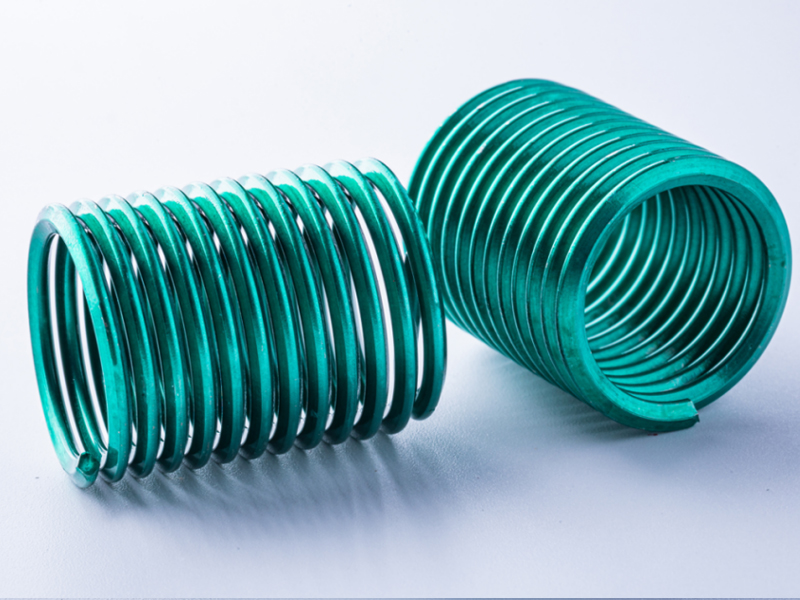
產品概述 普通型鋼絲螺套:分有折斷槽和無折斷槽兩種類型,是由多圈螺旋線圈組成,通過選用合理的安裝長度,在螺釘和基體內螺紋之間形成彈性連接,消除螺紋制造誤差,增強連接強度,與傳統套相比,減少附加體積和重量。
普通型有折斷槽鋼絲螺套主要用在通孔上,是應用最廣泛的一種類型。
普通型無折斷槽鋼絲螺套主要用在盲孔或者深孔上,要求螺釘擰緊后其端頭不會碰到鋼絲螺套安裝柄。
鎖緊型鋼絲螺套:把鋼絲螺套中間的一圈或多圈制成多邊形非變形圈,形成鎖緊邊,稱為鎖緊型鋼絲螺套,分有折斷槽和無折斷槽兩種類型。當螺栓穿過多邊形圈,通過鋼絲螺套自身的形變,產生相應的力矩,從而對裝配螺釘起到鎖緊防松作用,并具有普通型螺套的所有特點。
鋼絲螺套專用絲錐

鋼絲螺套專用絲錐
鋼絲螺套專用絲錐用于加工鋼絲螺套安裝孔的專用內螺紋,結構尺寸依照國家標準《細柄機用和手用絲錐》GB3464 - 83 等標準要求制造,材料為 W6Mo5Cr4V2,可機用也可手用。

直槽絲錐
通用性很強,通孔或盲孔、有色金屬或黑色金屬都可使用,手攻、機攻都行,價格也相對便宜。但是針對性差,短錐用于盲孔,長錐用于通孔。

螺旋槽絲錐
比較適合在專用攻絲機或加工中心等設備上加工盲孔螺紋,加工時切屑向后排出,切削效率高,內螺紋表面質量好。

擠壓絲錐
適合加工韌性較高的有色金屬,尤其是銅、鋁合金鑄件,不銹鋼件,采用擠壓成形工藝加工出的內螺紋孔,抗拉、抗剪強度高,加工表面的粗糙度也較好。
有尾鋼絲螺套安裝工具

手動安裝扳手
其基本原理是使鋼絲螺套通過一段引導螺紋,迫使外徑收縮,以便順利裝入底孔。

手動沖斷器 / 自動沖斷器
利用瞬間沖力折斷鋼絲螺套安裝柄

卸套器
用于取出安裝在底孔內螺紋中的鋼絲螺套

鋼絲螺套專用內螺紋塞規
用于檢驗鋼絲螺套安裝底孔的內螺紋
材料及性能
普通型鋼絲螺套提供統一粗牙(UNC)、統一細牙(UNF)以及公制螺紋規格。原材料既可采用 304H 不銹鋼生產,也可采用Nimonic 90、磷青銅等其他材料制造。
| 材料 (Material) | 牌號 (Grade) | 使用溫度 (Service Temp) | 室溫下抗拉強度 (Tensile Strength at RT) | 表面狀況 (Surface Condition) |
| 不銹鋼 (Stainless Steel) | 304H;321 | 425°C 短時間 short-term; 315°C 長時間long-term | >1400 MPa | 無涂層No coating; 鍍鎳Nickel-plated; 鍍銀Silver-plated |
| 高溫合金 (High-Temperature Alloy) | Inconel X750; Nimonic 90 | 750°C 短時間short-term; 550°C 長時間long-term | >1400 MPa | 無涂層No coating; 鍍鎳Nickel-plated; 鍍銀Silver-plated |
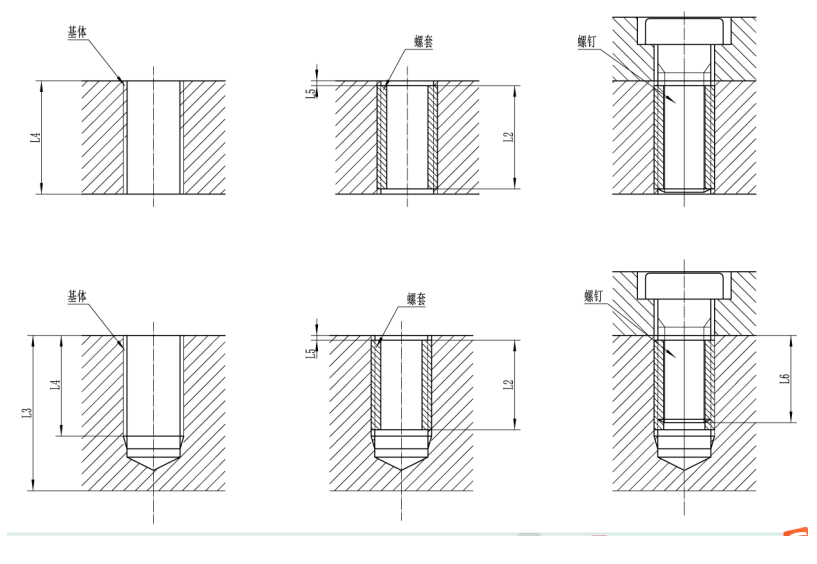
鋼絲螺套公稱長度L的選擇
鋼絲螺套公稱長度L,也就是基本螺紋孔長度L2,通常按螺紋公稱直徑的倍數來供應,即L2=0.5d;0.75d;1d;1.25d;1.5d;2d;2.5d;3d……
螺紋公稱直徑也就是裝在鋼絲螺套中的螺釘公稱直徑d。
規格見excel表格
P:螺矩
W:鋼絲螺套在自由狀態下的圈數
D:鋼絲螺套公稱直徑(螺釘公稱直徑)
Dz:鋼絲螺套在自由狀態下的外徑
d0:鉆孔時所選用的鉆頭直徑
L1:鋼絲螺套公稱長度
L2:鋼絲螺套安裝后實際長度
L3:鉆孔深度
L4:安裝鋼絲螺套用內螺紋孔螺紋深度(同 L1)
L5:鋼絲螺套距安裝表面的間距(L5=0.5P±0.25P)
L6:不去除安裝柄時,螺栓最大擰入深度(同 L2)
公制系列鋼絲螺套型式尺寸及安裝參數表:
粗牙統一螺紋(UNC)鋼絲螺套型式尺寸及安裝參數
細牙統一螺紋(UNF)鋼絲螺套型式尺寸及安裝參數
螺套產品應用



 典型應用場景
典型應用場景
鋼絲螺套可在各種螺紋受力或易磨損部位使用,通過增強螺紋強度和抗腐蝕性,顯著延長零部件壽命。
 相關推薦
相關推薦

無尾鋼絲螺套
無尾鋼絲螺套

有尾鋼絲螺套
有尾鋼絲螺套

自攻螺套
自攻螺套

配套工具及安裝方法
配套工具及安裝方法

插銷螺套
插銷螺套
返回頂部

掃一掃 關注我們